










-
人形机器人关键设备:丝杠设备全景解析
糖芯儿 / 03月26日 12:55 发布
马斯克近日透露,人形机器人擎天柱Optimus已在弗里蒙特工厂的试产线上完成制造。
特斯拉机器人生产节奏进一步明确,今年目标生产5000台Optimus,且已订购的零部件足够支撑今年生产1万-1.2万台,2026年目标是生产5万台Optimus。
当前特斯拉上调量产指引,国内厂商智元、众擎等均有千台规划,人形机器人量产元年加速开启,国内供应链厂商进一步开启国产化机遇。
在人形机器人核心零部件中,我们梳理过人形机器人产业链全解析、人形机器人灵巧手、减速器、核心电机等环节。
本文重点对高价值零件丝杠和丝杠加工设备环节进行重点解析。
01
丝杠行业概述
人形机器人丝杠是机器人线性驱动的关键组件,主要实现旋转与直线运动的转换。
其应用于关节驱动和运动控制,如手臂、腿部以及灵巧手等,是实现精准移动和稳定支撑的重要部件。
丝杠传动刚性传动主流方案,具备高精度、高负载等优势。
从设计结构角度来看,丝杠分为滑动丝杠、滚珠丝杠和行星滚柱丝杠。
滑动丝杠多为梯形丝杠,工艺简单且成本较低,但传动效率低、精度不高。
滚珠丝杠
滚珠丝杠由丝杠轴、螺母(含滚珠)、轴承和密封件构成,以滚珠滚动摩擦替代滑动摩擦,传动效率高、导程精度高。
丝杠轴、螺母和端盖上都制有圆弧形螺旋槽,将套装在一起时,这些槽对合起来就形成了螺旋通道,滚珠能够在通道内循环滚动。
特斯拉二代灵巧手方案采用微型滚珠丝杠,实现手部高灵活度和强负载能力。
微型滚珠丝杠将电机的旋转运动转化为直线运动,从而驱动手指关节实现弯曲和伸展。
滚珠丝杠主要分类:
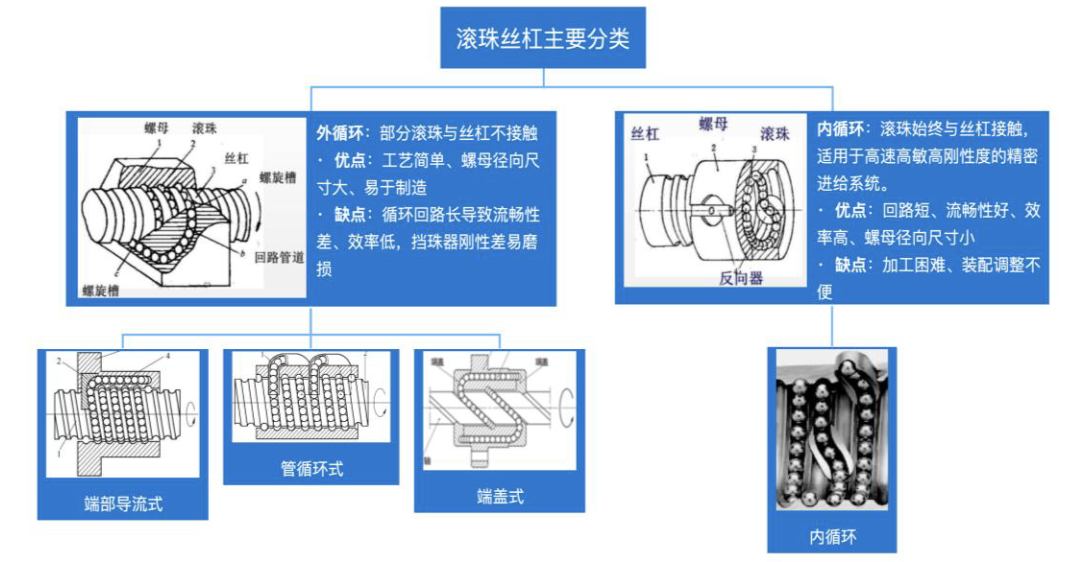 资料来源:金属加工、行行查
资料来源:金属加工、行行查
行星滚柱丝杠相较于滚珠丝杠传动方案,行星滚柱丝杠具有承载力、体积和精度等综合优势,非常契合在空间紧凑的人形机器人上应用。
行星滚柱丝杠由于高数量接触点,能够承受更高的静载和动载,静载为滚珠丝杠的3倍,寿命为滚珠丝杠的15倍,同载荷下体积比滚珠丝杠小1/3。
核心结构包括丝杠、滚柱、螺母、内齿圈、保持架和弹性挡圈。运动模式类似行星绕太阳,精度最高,但降本诉求迫切。
通过驱动螺母带动丝杠轴向运动(螺母作为主动件),可以理解成将螺母作为电机转子实现电机和直线传动机构(丝杠)融合的复合产品,好处就是在同等扭矩的基础上可以产生更大的负载,同时体积更小。
行星滚柱丝杠分为标准式、反向式、循环式、差动式和轴承环式等多种类型,其中反向式行星滚柱丝杠在人形机器人中应用较为广泛。
反向式行星滚柱丝杠结构紧凑、重量更小,但加工要求更高。
特斯拉人形机器人Optimus主要采用反向式行星滚柱丝杠,每个线性执行器中都搭载了一个行星滚柱丝杠,总共使用了14根反向式行星滚柱丝杠,分别用于大臂(2个)、小臂(4个)、大腿(4个)和小腿(4个)。
特斯拉Optimus行星滚柱丝杠分布图:
02 丝杠市场竞争格局
当前全球行星滚柱丝杠格局较为集中,海外龙头企业占据了在高端行星滚柱丝杠领域的主导地位。市占率较高的厂商包括瑞士GSA、瑞士Rollvis、瑞典Ewellix、博世力士乐、美国CMC、日本THK等。
特斯拉形机器人Optimus反式行星滚柱丝杠使用的是瑞士GSA制造的RGTI12.8行星滚柱丝杠。
国内丝杠老牌企业包括新剑传动、南京工艺、博特精工、汉江机床等率先布局,在客户资源和技术实力积累等维度方面有先发优势。
新剑传动在官网上展示了在人形机器人上同特斯拉Optimus类似的丝杠选型应用。24年12月,新剑传动年产100万台人形机器人及汽车行星滚柱丝杠产业化项目开工,成为全球第一家公布大规模量产的企业;南京工艺有国内规格最全的精密滚动功能部件产业化基地。
随着人形机器人的放量节奏加快,国内主营汽零、机械、工控等业务的厂商依托同源性工艺也纵向拓展丝杠业务。近年来,国内厂商贝斯特、北特科技、恒立液压、双林股份、震裕科技、鼎智科技、禾川科技等厂商积极布局丝杠业务。
此外,丝杠与轴承在生产工艺上存在诸多相似之处,尤其是磨制和热处理等核心难点工艺,二者协同性较强。国内代表企业为五洲新春、长盛轴承、斯菱股份、金沃股份等横向对比海外供应商SKF、NSK等轴承龙头均在丝杠领域具备市场竞争力。
此外,在灵巧手微型丝杠领域,双林股份、浙江荣泰、雷迪克、五洲新春等厂商都有所布局。
03 丝杠加工设备
滚柱丝杠生产工序繁多。
螺母工艺流程含毛坯热处理、半精车、铣螺纹、粗磨、淬火、磨削/车削等步骤。
工艺难点聚焦在多线螺纹滚道、滚柱花键齿结构以及螺母内螺纹,加工难度依次递增。
丝杠工艺高精度特性对设备要求高,目前高端加工设备仍依赖进口。单台价值量上百万,成本较高,且采购周期较长,一定程度限制了行业发展。
丝杠制造流程较长,会带来热处理、校直、车床、磨床、检测设备等多类设备需求。
综合降本要求&量产效率,丝杠生产商正在探索磨/车/铣/轧等组合方案。
磨床
磨削为不可缺少的关键环节。磨削工艺具体是指利用高速旋转的成型砂轮对加工工件表面进行高速切削,主要分为粗磨、稳定和精磨三个阶段,最高精度可达P1级,是高精度丝杠螺纹的主要加工工艺。超高速+高精密磨削构成高技术壁垒。
磨床是丝杠扩产核心设备,也是难度最高的机床之一。
磨床是利用磨料、磨具对工件进行磨削加工的机床,为满足精加工和硬表面加工需求而产生。
从竞争格局来看,高端磨床基本由欧洲、日本的厂商占据。德国和日本等发达国家的磨床企业起步较早、技术水平领先,产品附加值较高,包括德国斯来福临集团、日本捷太格特、德国埃马克、士罗曼蒂克等。
国内仍高度依赖进口磨床,本土磨床企业普遍体量也还较小,在丝杠扩产有较大潜在市场需求的情况下,国内厂商有望加速迎来国产替代机遇。
近年来国产厂商已有较好技术积累,正在加速追赶。
布局高端磨床的厂商不仅包括老牌螺纹磨床企业汉江机床,还包括华辰装备、日发精机、宇环数控等具备其他领域超高精密磨削经验的玩家。
公开资料显示,老牌机床厂商秦川机床旗下拥有秦川本部、汉江机床、汉江工具等多家专精特新“小巨人”企业,在齿轮加工机床、加工中心、螺纹磨床等领域处于国内第一梯队。汉江机床在国内螺纹磨床市场的市占率超过70%,秦川格兰德在国内外圆磨床市场的市占率约25%;日发精机在高端轴承磨超加工领域市占率国内第一;华辰装备以磨床为核心产品,构建了数控轧辊磨床、亚微米级高端复合磨削系列产品、精密螺纹磨床和数控直线导轨磨床四大核心产品体系。
轧辊磨床 轧制加工效率最高,但精度较低,过去多应用于低精度丝杠生产,当前部分厂商正在攻克其高精度模具和淬火难点。
从热处理变形来看,掌握螺距变形量对于丝杠辊轧非常重要,参考德国宝飞螺公司,因为摸清了变形规律,使得大批量生产高精度滚珠丝杠成为可能。
轧辊磨床为磨床最难品类之一,其主要功能为对以轧辊为代表的精密轴类零部件的表面进行磨削以达到预设的形状和精度。
轧辊磨床自身精度、智能化和稳定性水平越高,越能满足下游客户对精密轴类零部件磨削质量的要求。
国产轧辊磨床企业正由中高端向高端渗透。我国轧辊磨床市场目前形成了三个层次的竞争格局。第一层由少数国外高端磨床企业组成,如德国、意大利等地企业,这类企业的轧辊磨床产品技术含量高、价格昂贵,处于轧辊磨床行业的高端地位;第二层由中、高端生产企业组成,主要包括华辰装备、美国CAPCO、上海机床厂有限公司、无锡机床股份有限公司、贵阳险峰机床等国内外磨床企业;第三层由数量众多的低端制造厂商组成。
国内厂商以华辰装备等代表的厂商引领轧辊磨床国产替代,下游包括宝武、鞍钢集团等国内外钢铁集团客户,与德国Wieland公司联合研发高端万能精密复合磨削中心(亚μ磨削系列),精度指标达到世界同类产品水平。
华辰装备数控轧辊磨床图示:
资料来源:华辰装备官网
车床
丝杠降本新路线带来高端车床需求,以车代磨等新方案进一步减少磨削量。
根据《精密滚珠丝杠制造技术的变革创新》,以车代磨螺纹滚道的粗加工技术在日本和中国台湾应用已经较为广泛,在中国大陆地区仍具备较大渗透空间。
通过数控车床实现以车代磨,以缩短磨削加工工时、提升加工效率是丝杠降本核心方向之一。
传统车床属于机床行业中国产化率较高的品类。公开资料显示,相关厂商中国内沈阳机床、浙海德曼、博谷智能、北京机床研究所等已经推出以车代磨产品。例如,浙海德曼开发的高精度高刚性主轴结构电主轴,可以承受较大的轴向负荷,以实现重切削及以车代磨。
旋风铣床
“以铣代磨”等方案核心目的也是进一步减少精磨的磨削量,保证高精度的同时提高效率。
“以铣代磨”为丝杠降本新路线,国内厂商在生产应用上起步较早,但设备研发仍处于前期阶段。
螺纹旋风铣削是用安装在刀盘上的多把成形刀具,借助于刀盘旋转中心与工件中心的偏移量e来构成渐进式的高速切削。
目前国内企业正积极布局旋风铣床开发。
旋风铣削技术已在大连机床厂、北京机床研究所等推广,国产厂商应用方面较为成熟。
秦川机床子公司汉江机床目前开发的数控丝杠铣床可用于滚珠丝杠滚道硬旋铣成型加工,加工效率比传统方式提高30%。
南京工艺在2004年首次引进了德国莱斯特瑞兹旋风硬铣机床,可以精铣出800mm以上的大型滚珠丝杠副;博特精工和晨光数控等厂商也有所突破。
此外,作为关键耗材的PCBN刀具同样有需求,沃尔德滚珠丝杠加工用的PCBN旋铣刀片及钛合金加工用的3C刀具等新产品相继推向市场。
汉江机床SK6010 数控丝杠铣床:
资料来源:汉江机床官网 随着特斯拉等头部人形机器人厂商积极上调量产指引,国内丝杠厂商资本开支加速。
整体而言,在人形机器人单机和灵巧手结构中,丝杠是高价值核心环节。人形机器人所采用的丝杠均属于中高端产品范畴,制造工艺复杂且难点多,对生产设备的定制化等方面都提出了高要求。当前丝杠产业化进程尚需推进,未来人形机器人在应用端加速推进后,国产替代空间将十分广阔。乐晴智库精选

 公安备案号 51010802001128号
公安备案号 51010802001128号