









-
4680电池产业链
价值投机小学生
 / 2022-12-10 10:57 发布
/ 2022-12-10 10:57 发布特斯拉 2023 年将迎来 4680 圆柱电池大规模量产
, 、 。 特斯拉围绕4680电池打出
“ 大电芯+全极耳+高镍高硅+CTC” 的“ 组合拳” , : 4680能量密度提升>20%; 充电快: 全极耳优化了电池的热电性能, ; 成本低: 大电池+高能量密度摊薄单Wh成本。 未来在 46 系大圆柱电池制造方面
, 、 、 、 、 。 , 。 01
动力电池
: 圆柱
、 、 动力电池专指为电动汽车辆提供动力的蓄电池
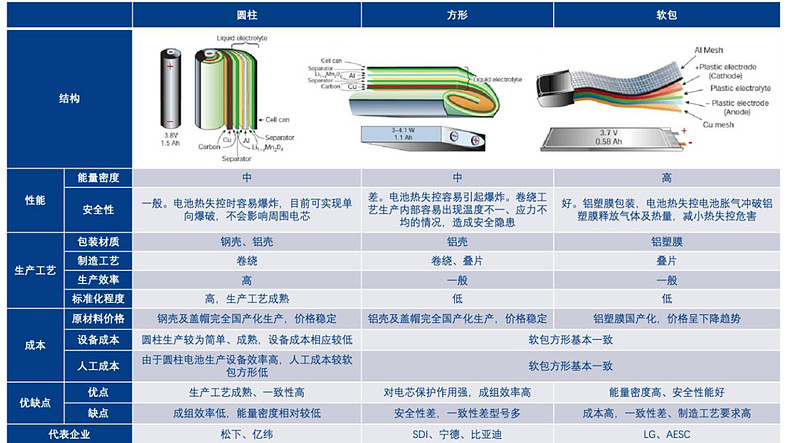
。 目前已经量产的动力电池按照封装工艺主要分为圆柱
、 。 圆柱电池早期凭借其型号统一
、 。 2017年
, , 、 。 , , 。 不同封装方式电芯性对比
: 
资料来源
: 孚能科技招股书, 《 》 相比方形电池和软包电池电芯间的紧密连接
, , 。 并且
, , , , 。 4680电池包安装图示
: 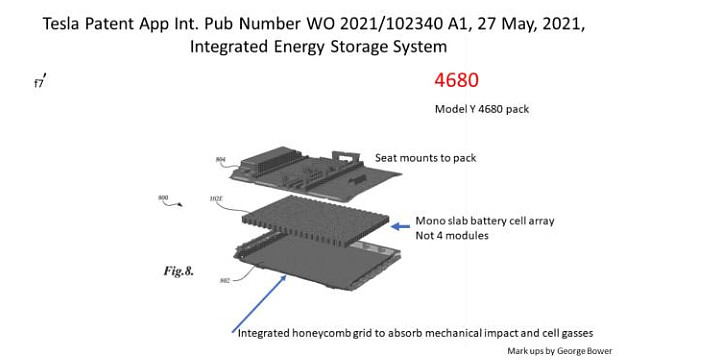
资料来源
: InsideEVs02
什么是 4680 电池
? 4680电池
, , 。 命名方式前两位46代表直径46mm
; 。 46
: 是指从21mm到46mm, , , , , 。 80
: 80mm的高度相较此前70mm有所增加, 。 , 。 4680和第二代电芯对比
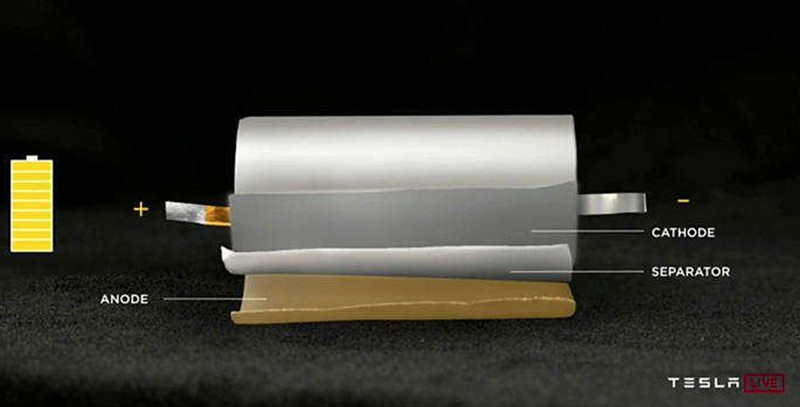
4680电池于2020年9月的特斯拉电池日首次公开发布
。 相较于特斯拉此前采用的第二代电芯2170电池
, , , , 。 1865
、 、 : 
资料来源
: 特斯拉电池日03
4680电池生产流程
大圆柱生产流程主要包括卷芯制造
、 , 。 其中
, 。 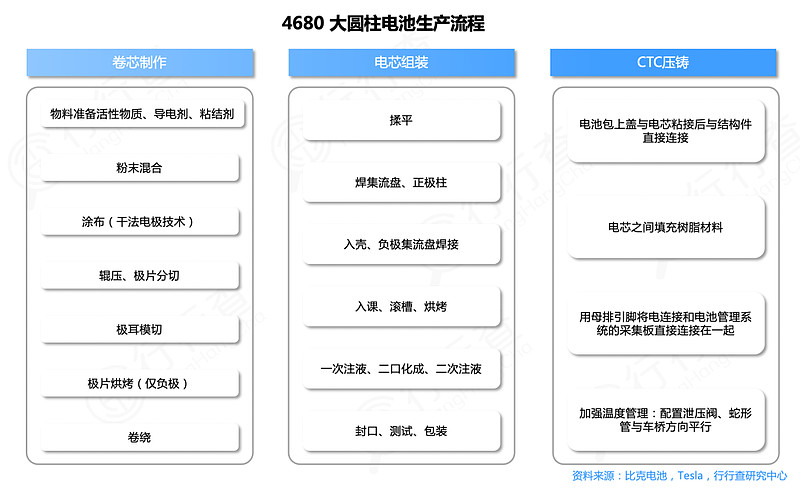
由于一些结构的变化
( ) , , 、 、 。 在加工工序方面
, 、 、 、 、 。 生产流程的变化对于产线设备
、 。 4680和2170生产流程对比
: 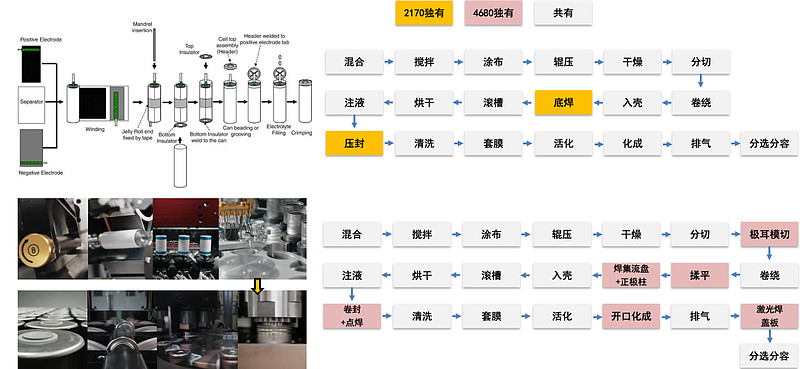
全极耳与集流盘或壳体连接中
, : 从点焊( ) ( ) , , , , ( ) 。 激光模切
、 、 。 、 、 。 
04
4680电池产业链核心环节
高镍正极
、 、 圆柱结构件
、 4680电池技术革新和大规模应用
, 。 产业链中重点关注的核心环节主要包括电池
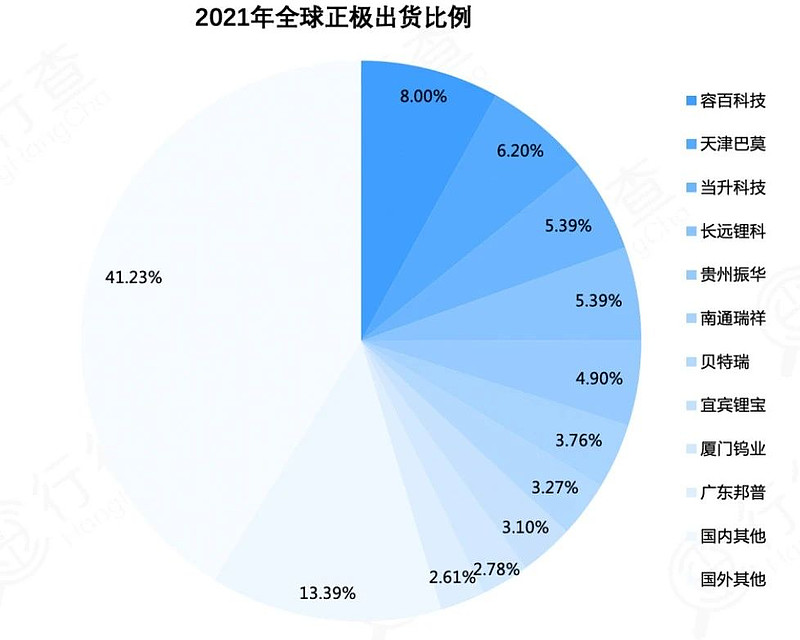
、 、 。 高镍正极材料
当前国内三元供应商大部分产能为中镍高电压三元
, 。 高镍正极材料方向来看
, 、 。 2021年三元正极出货前三的供应商是容百科技
( ) 、 ( ) ( ) , , , , , 。 
小程序
高镍前驱体
4680拉动国内高镍出货
, 。 2021年
, , , , 。 中伟股份
、 、 , 、 、 、 、 。 其中
, 、 。 2022年
, 。 
硅碳负极
硅碳负极是下一代主流负极材料
, 。 4680采用了高镍的正极和硅碳的负极材料
, 。 鉴于其外壳采用高强度镍钢和圆柱结构设计
, , , 。 负极供应商贝特瑞和杉杉股份已经批量供货硅碳负极
。 贝特瑞硅碳负极客户包括三星和松下
( ) , ; 杉杉股份硅碳负极已经用于3C领域, ; 国轩高科目前已具备5000吨硅碳负极材料的生产能力。 
电解液
: 4680性能优异
, 。 4680电池高镍正极热稳定性差
, , 、 、 、 、 , 。 因此
, , , 。 LiFSI用作添加剂时用量约占电解液总质量1~3%
, ; 宁德时代、 。 新宙邦收购瀚康
、 , 。 天赐材料在新锂盐LiFSI研发方面处于领先地位
, 。 。 2022年天赐材料和新宙邦有望达到全球电解液出货的25%和15%
。 
圆柱结构件
结构件方面
, , , 、 , 。 4680电池技术为高能量高倍率主辅材应用带来强驱动
, 。 全球动力锂电池结构件典型企业有
: 韩国SangsiEDP、 。 中国国内龙头包括科达利
, 、 、 、 。 
PET铜箔/铝箔
传统的圆柱体电池都是卷绕方式
, 、 , 。 传统的1860电池卷绕长度是800mm
, , , , , , , , 。 复合铜箔制造主要厂商包括厦门海辰
、 、 、 、 、 、 。 , 、 、 、 。 05
4680电池布局领先企业
4680电池主要厂商中
, 、 、 , 、 。 宁德时代正加快研发节奏
, ; 比克在2021年3月深圳CIBF上展出大圆柱产品, ; 亿纬锂能现有已建成电池产能39GWh, , , , 。 头部厂商4680电池规划时间表
: 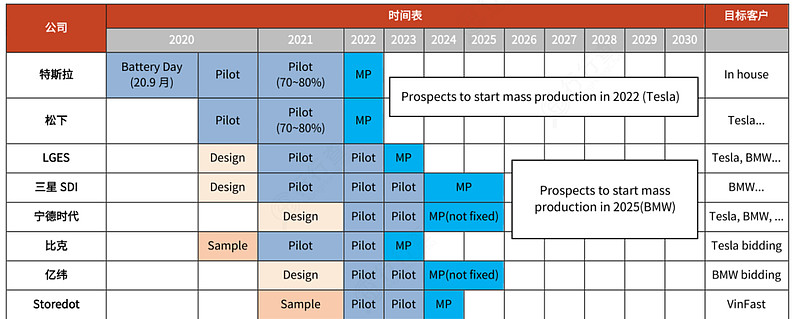
资料来源
: SNE4680大圆柱电池较适用于高端车型
, 、 、 , 。 特斯拉2022年2月19日在社交媒体上宣布
, 。 , 。 , !

 公安备案号 51010802001128号
公安备案号 51010802001128号